






Hướng dẫn cách đọc thước Panme chuẩn, chính xác, nhanh chóng
Thước panme là loại thước đo không thể thiếu trong cơ khí chính xác, cho phép đo các chi tiết với độ sai số cực nhỏ. Tuy nhiên, không phải ai cũng biết cách đọc thước Panme đúng chuẩn để cho ra kết quả chính xác tuyệt đối. Nếu bạn đang loay hoay với các vạch chia li ti, chưa hiểu rõ nguyên lý đọc hoặc thường xuyên gặp lỗi sai số, bài viết này sẽ là hướng dẫn chi tiết dành cho bạn. Cùng tìm hiểu ngay nhé!
1. Hướng dẫn cách đọc thước Panme chi tiết và chính xác
1.1. Điều chỉnh vạch Panme về điểm 0
Để đảm bảo độ chính xác cao trong quá trình đo lượng, bạn cần kiểm tra và điều chỉnh điểm 0.
- Làm sạch bề mặt đo của thước Panme và vật cần đo bằng khăn mềm để loại bỏ bụi bẩn, dầu mỡ gây sai lệch kết quả.
- Đảm bảo hai bề mặt đo của Panme tiếp xúc hoàn toàn bằng cách xoay bánh có nhẹ nhàng để đầu đo di chuyển và chạm vào nhau. Sau đó, quan sát kết quả hiển thị trên thân đo chính và thân đo phụ để xác định số đọc tại điểm 0.
- Nếu số đọc không về đúng vạch “0”, bạn hãy xác định mục độ sai số và thực hiện hiệu chỉnh theo hai trường hợp sau:
Trường hợp 1: Sai số điểm 0 nhỏ hơn ±0,01mm
- Khoá trục đo bằng chốt
- Sử dụng cờ lê chuyên dụng cắm vào lỗ hiệu chỉnh ở mặt đối diện vạch chỉ thị
- Xoay thân đo chính để căn chỉnh sao cho đường chỉ thị trên trục chính trừng khớp với vạch ZERO trên thân đo phụ.

Trường hợp 2: Sai số điểm 0 lớn hơn ±0,01mm
- Nới lỏng bánh cóc bằng cờ lê đi kèm
- Nhẹ nhàng đẩy thân đo phụ ra ngoài theo hướng của bánh cóc để nó có thể di chuyển tự do.
- Căn chỉnh lại vạch số 0 trên thân đo phụ sao cho trùng với vạch chỉ thị trên thân đo chính.
- Vặn chặt bánh cóc bằng cờ lê để cố định thân đo phụ ở vị trí mới.
Nếu sau khi hiệu chỉnh mà sai số điểm 0 vẫn lớn hơn ±0,01mm, hãy tiếp tục điều chỉnh thêm cho đến khi đạt yêu cầu.
>>> Xem thêm: Thước Panme là gì? Cấu tạo, ứng dụng, cách sử dụng chi tiết
1.2. Xác định hướng nhìn
Khi đọc giá trị trên thang chia độ của thước Panme, bạn cần đảm bảo mặt nhìn đặt vuông góc từ trên xuống và bề rộng của các vạch chia khoảng 2µm để hỗ trợ đọc giá trị đo nhỏ nhất.
1.3. Đọc kết quả đo
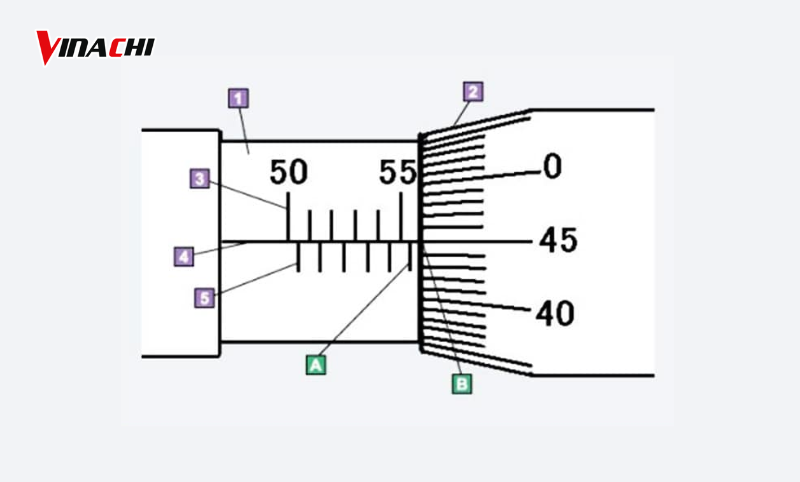
Để đảm bảo độ chính xác tuyệt đối khi sử dụng thước Panme, bạn cần quan sát kỹ hai điểm A và B như được mô tả trong hình minh hoạ dưới đây:
Lưu ý quan trọng khi đọc thước Panme:
- Trục chính (thước chính) là số nguyên, đơn vị đo là mm. Mỗi vạch chia cách nhau 1mm, còn hai vạch đối diện nhau trên hai hàng sẽ cách nhau 0,5mm.
- Thước phụ gồm 50 bạch chia, đánh số từ 0 đến 50. Mỗi vạch tương ứng với 0,01mm. Khi xoay hết một vòng, Panme dịch chuyển được 0,5mm, xoay 2 vòng sẽ tương đương 1mm.
Từ những lưu ý trên, bạn sẽ đọc được kết quả đo trên thiết bị như sau:
- Quan sát thước chính, điểm B đã vượt qua vạch 55mm, tức là giá trị đo ≥ 55mm.
- Quan sát thước phụ, điểm B đang nằm tại vạch số 45, tương đương 0,45mm và đã qua điểm A.
Suy ra, tổng giá trị trên thước phụ: 0,45mm + 0,5mm = 0,95mm
Do đó, kết quả đo trên thiết bị = khoảng cách trên thước chính + khoảng cách trên thước phụ = 55 + 0,95 = 55,95mm.
>>> Xem thêm: Có mấy loại thước đo góc thường dùng? Top 11 loại phổ biến
2. Các lỗi thường gặp trong cách đọc thước Panme
2.1. Nhìn lệch góc, kết quả đo không chính xác
- Nguyên nhân: Người dùng không đặt mắt vuông góc với thang đo khi đọc dẫn đến kết quả đo không chính xác.
- Cách khắc phục: Luôn đảm bảo hướng nhìn từ trên xuống, vuông góc với mặt thước, tránh nghiêng đầu và đọc vội ở góc xiên.

2.2. Đọc nhầm vạch trên thước phụ
- Nguyên nhân: Thước phụ có 50 vạch rất nhỏ, tương ứng mỗi vạch là 0,01mm. Khi không chú ý, bạn dễ đọc nhầm vị trí hoặc cộng sai vị trí.
- Cách khắc phục: Đếm kỹ số vạch từ 0 đến vị trí trùng với đường chỉ thợ và cần ghi nhớ 1 vòng quay = 0,5mm, mỗi vạch = 0,01mm.
>>> Xem thêm: 9 cách chọn thước panme phù hợp nhu cầu, tối ưu
2.3. Không kiểm tra điểm 0 trước khi đo
- Nguyên nhân: Trước khi đó, bạn quên không kiểm tra xem hai mỏ đo đã về đúng vị trí “0” hay chưa. Nếu có sai số điểm 0 mà không điều chỉnh, kết quả sẽ bị sai lệch.
- Cách khắc phục: Đóng hai mặt đo lại và kiểm tra vạch số 0 trên thước phụ có trùng với vạch chỉ thị trên thân chính không. nếu lệch quá ±0,01mm, tiến hành hiệu chỉnh điểm 0 theo hướng dẫn của nhà sản xuất.
2.4. Không vệ sinh bề mặt đo trước khi sử dụng
- Nguyên nhân: Bụi bẩn, dầu mỡ trên bề mặt đo hoặc thiết bị khiến kết quả bị ảnh hưởng.
- Cách khắc phục: Lau sạch mỏ đo và vật cần đo bằng khăn mềm trước khi thao tác.
>>> Xem thêm: So sánh thước Panme và thước kẹp: Nên chọn loại nào tốt?
2.5. Siết bánh cóc quá chặt hoặc quá lỏng
- Nguyên nhân: Xoay bánh cóc không đúng lực có thể làm trượt vạch hoặc tạo lực ép không đều, gây sai số.
- Cách khắc phục: Lắp đặt bánh cóc đúng bằng cách xoay nhẹ nhàng đến khi nghe tiếng “tách” thì dừng. Ngoài ra, bạn cũng không nên vặn mạnh tay, tránh làm hỏng trục đo hoặc sai lệch kết quả.
2.6. Gá đặt thước không đúng cách
- Nguyên nhân: Thước Panme không được cố định đúng hoặc vật đo không nằm chắc chắn, gây xê dịch khi đọc.
- Cách khắc phục: Nếu dùng đế gá, cần gá đúng chuẩn theo hướng dẫn kỹ thuật và đảm bảo vật đo được đặt cố định, song song với trục đo.
Hy vọng qua bài viết này của Vinachi, bạn đã nắm vững cách đọc thước Panme một cách chính xác và dễ hiểu. Dù là thước cơ hay Panme điện tử, việc đọc đúng giá trị đo luôn là yếu tố then chốt để đảm bảo độ chính xác trong gia công và kiểm tra chất lượng sản phẩm.
Bài viết liên quan:
- Hướng dẫn chi tiết cách đo thước dây chính xác cho người mới
- Hướng dẫn sử dụng thước kẹp điện tử cho kết quả chính xác nhanh chóng
- 11 lỗi thường gặp khi sử dụng thước panme và cách khắc phục
- Hướng dẫn cách hiệu chuẩn thước panme chính xác tại nhà

